在當今科技飛速發展的時代,電子元件作為支撐現代電子設備的基礎,正悄然迎來新的發展機遇。盡管在科技股熱潮中,電子元件板塊往往被投資者忽視,但其戰略價值和增長潛力不容小覷。從智能手機、新能源汽車到物聯網和人工智能,電子元件的需求持續增長,為行業帶來長期的成長動力。
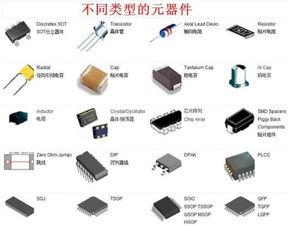
電子元件是科技產業鏈的核心環節。無論是電阻、電容、電感,還是更為復雜的傳感器和微處理器,這些元件構成了所有電子設備的基礎。隨著5G、人工智能和物聯網的普及,電子元件的應用場景不斷擴展,市場需求呈現爆發式增長。例如,新能源汽車的普及帶動了功率半導體和傳感器的需求,而智能家居和可穿戴設備的興起則促進了微型化、高性能元件的發展。
全球供應鏈的重構為國內電子元件企業提供了機遇。近年來,國際貿易摩擦和地緣政治風險凸顯了供應鏈自主可控的重要性。國內企業在技術積累和產能擴張方面不斷進步,部分細分領域已具備全球競爭力。政策支持也進一步加速了國產替代進程,為電子元件行業帶來結構性機會。
電子元件行業的估值相對合理,具備長期投資價值。與一些熱門科技板塊相比,電子元件企業的市盈率和市凈率普遍較低,但盈利能力穩定,現金流充裕。隨著行業景氣度的提升,相關公司的業績有望實現穩步增長,為投資者帶來可觀的回報。
投資者也需注意行業面臨的挑戰,如技術迭代快、原材料價格波動等。建議關注那些在研發投入、客戶資源和產能布局方面具備優勢的龍頭企業,同時分散投資以降低風險。
電子元件板塊是一個被低估的科技翻倍機會。在科技變革的浪潮中,提前布局這一領域,或能捕捉到長期增長的紅利。